



Forrige innlegg
I masseproduksjonen av hele husets tilpasning og kontormøbler, bestemmer CNC (datamaskin numerisk kontroll) maskineringseffektivitet direkte leveringssykluser og fortjenestemarginer.
For store svingninger i platetettheten, utilstrekkelig intern binding og ustabilt fuktighetsinnhold fører til "skjulte tap" som hyppig verktøyslitasje, økt kantflisningshastighet, ustabilt sugekopphold og løsgjøring av kantbånd – kilden til disse problemene er ikke møbelfabrikkens verksted, men batch-til-underlagets konsistens.
Teknikk: yakco teknologi

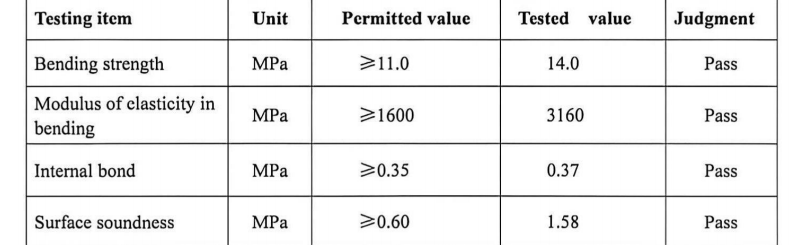
YAKCO Melaminplatesubstrat gir et forutsigbart prosessvindu for møbelfabrikkens CNC-bearbeiding med tre datapunkter fra testrapporten: tetthet 0,72 g/cm³ (fluktuasjon ±0,02), fuktighetsinnhold 5,3 % (fluktuasjon ±0,5 %) og intern binding 0,37 MPa.
De følgende avsnittene bryter ned, fra et prosesseringsperspektiv, hvordan et stabilt substrat oversettes til raskere matehastigheter, lavere skraphastigheter og færre endringer i maskinoppsett.
1.Tetthet 0,72±0,02: En "stabilisator" for verktøylevetid og matehastighet
Testdata: Tetthet 0,72 g/cm³ (nasjonal standard 0,60–0,90), batch-til-batch-fluktuasjon kontrollert innenfor ±0,02
Ved CNC-bearbeiding er freser og bor ekstremt følsomme for endringer i platetetthet. Når tettheten plutselig øker, øker verktøybelastningen, slitasjen akselererer, og til og med flisdannelse kan forekomme. Når tettheten plutselig avtar, blir platen lokalt løs, noe som resulterer i grove kuttflater og kantfuzzing.
Når substrattettheten forblir stabil innenfor det smale vinduet på 0,72±0,02 over lang sikt, kan møbelfabrikker:
Angi faste matehastigheter og spindelhastigheter – du trenger ikke å feilsøke parametere på nytt for hver batch.
Forleng verktøyskiftesyklusene – stabil tetthet betyr konstant skjæremotstand, jevn verktøyslitasje og ingen uventet flisdannelse på grunn av tetthetssvingninger.
Reduser luftlekkasje fra sugekoppen – plater med jevn tetthet har høyere overflateplanhet, vakuumsugekopper holder stabilt, og brettet forskyves ikke under bearbeiding.
Målt sammenligning: Møbelfabrikker som bruker YAKCO-substrat rapporterer at verktøyets levetid øker med ca. 20 % i samme batch-behandling, og antallet maskinstopp for justeringer på grunn av tetthetssvingninger faller til nesten null.
2. Fuktighetsinnhold 5,3%±0,5%: Ingen sprøhet om vinteren, ingen ekspansjon om sommeren
Testdata: Fuktighetsinnhold 5,3 % (nasjonal standard 3,0 %–13,0 %), batch-til-batch-fluktuasjon ±0,5 %
Når fuktighetsinnholdet er for høyt, produserer CNC-bearbeiding klebrige spon som blokkerer sponevakueringskanaler, og etter smeltelimkanter kan platen senere krympe og skape "hvite linjer".
Når fuktighetsinnholdet er for lavt, blir platen sprø, og forårsaker kraftig kantflis under rilling og boring.
5,3 % ligger i det "gyldne området med lavt krymping-svelling". I løpet av den nordlige fyringssesongen (ekstremt lav luftfuktighet) mister ikke platen overdreven fuktighet og blir sprø, noe som forhindrer kantflis.
I den sørlige regntiden absorberer ikke brettet fuktighet og utvider seg, noe som hindrer spordimensjoner fra å gå ut av toleranse.
Den ekstremt smale fluktuasjonen på ±0,5 % betyr at for samme ordre produsert på tvers av sesonger, trenger ikke prosesseringsparametre å justeres på grunn av sesongmessige fuktighetsendringer.
Praktisk verdi for fabrikker: Redusert omarbeidingshastighet for kantflis om vinteren, færre klager på kantbåndfeil om sommeren, og ingen behov for å skille partier etter fuktighetsinnhold for tverrregionale forsendelser (fra Øst-Kina til Nordøst- eller Sør-Kina).
3. Intern binding 0,37 MPa: Ingen "fuzzing" ved boring eller sporing
Testdata: Intern binding 0,37 MPa (nasjonal standard ≥0,35 MPa)
Ved CNC-bearbeiding reflekterer kantkvaliteten til låsehull, hengselskopphull, gjennomgående spor, etc., direkte den interne bindingsstyrken til underlaget. Plater med utilstrekkelig intern binding viser "fuzzing" på hullvegger og kantpudder etter boring, noe som fører til ustabilt skrumoment og løs hengselinstallasjon.

0,37 MPa kan virke bare 0,02 MPa over den nasjonale standarden, men denne marginen manifesterer seg ved høyhastighetsmaskinering som: glatte hullvegger som ikke krever sekundær trimming; forhåndsinstallerte muttere for tredelte koblinger roterer ikke etter installasjon; og bunnen av lange spor viser ingen delaminering etter kutting.
For produksjonsfabrikker med høyt volum betyr denne 0,02 MPa at dusinvis færre plater skrotes per batch på grunn av maskineringsfeil.
4. "sivoververdien" til smalvinduskontroll: Null venting under batchbytte
YAKCO-substrat komprimerer batch-til-batch-områdene for tetthet, fuktighetsinnhold og intern binding til et ekstremt lite område.
For møbelfabrikker er den mest direkte erfaringen: Paneler fra forskjellige produksjonsdatoer bruker samme CNC-program, samme temperaturinnstilling for kantbånd og samme sugekoppholdetrykk – ingen justeringer nødvendig.
I storskala ingeniørprosjekter kan tusenvis av dekorative paneler ankomme i 3-5 partier. Hvis underlagsindikatorene svinger mye, må fabrikken kutte på nytt, justere parametere på nytt og tilbakestille kantbåndtemperaturer for hver batch, og kumulativt kaste bort dusinvis av timer.
YAKCOs smale vinduskontroll gjør batchbytte til sømløse overganger.
5.Engineering validering: Sammenlignende data fra en spesialtilpasset møbelfabrikk
En spesialtilpasset møbelfabrikk i Øst-Kina, som produserer 100 000 skapsett årlig, byttet til YAKCO-substrat og registrerte sammenlignende data over en tremånedersperiode :

Kantflisningsrate: falt fra 1,2 % til 0,3 %.
Gjennomsnittlig månedlig verktøyforbruk: falt fra 45 til 36 (en 20 % reduksjon).
Omarbeidingsfrekvens for kantbånd: klager på grunn av "hvite linjer" fra brettkrymping falt med 70 %.
CNC-maskinoppsetttid: falt fra ca. 8 timer per måned til 1,5 timer.
Fabrikkens produksjonssjef kommenterte: «Vi pleide å være mest redde for at forskjellige partier av papp ville ha ulik tetthet.
Nå med YAKCOs brett trenger vi knapt å justere programmet – bare last og gå.»
Konklusjon: Underlagsstabilitet er den "skjulte motoren" for møbelfabrikkens effektivitet
Verdien av YAKCO Melaminplatesubstrat ligger ikke bare i de utmerkede tallene på testrapporten, men enda mer i møbelfabrikkens verksted: færre maskinstopp og justeringer, lengre verktøylevetid, skrap av nedre kant og raskere leveringssykluser.
Tetthet 0,72, fuktighetsinnhold 5,3, intern binding 0,37– disse tre datapunktene er ikke akademiske laboratorieparametere, men "sikkerheten" for hvert skjærepass på CNC-maskinen.

Når eiere av møbelfabrikker beregner årlige tap, eliminerer YAKCOs smale vindussubstrat gradvis disse "skjulte tapene" én etter én.
YAKCO spesialiserer seg på FoU og produksjon av Melaminbelagt brett .
Med et 50 mu fabrikkområde og mer enn 30 presselinjer, og uavhengig kvalitetskontroll over hele kjeden fra substrat til dekorativ overflate, gir YAKCO en "stabil prosessering, effektiv produksjon" substratløsning for møbelprodusenter.
Lær om produkter: Melaminbelagt brett





